常年备有304、316L常规非标钢管管件库存现货;根据客户要求提供:拉丝贴膜、内外抛光、喷砂、酸洗、光亮退火、零切零售、坡口、封口、以及普通包装和木箱包装等业务。
不锈钢知识
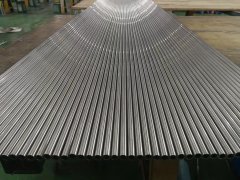
304不锈钢管57-159口径采用自动轧机制造不锈钢管
发布者admin 来源:未知 发布时间:2015-09-17 10:11
八幡16英寸自动轧管机组生产外径为165mm~406.4mm,壁厚小于40mm的不锈钢管,设计产量为4千吨/月。自动轧机只生产6种外径的管子,热轧成品由12架减径机去完成。采用12架减径机是这种新轧机的一大工艺特点,该减径机为三辊,分组传动式,即每三个机架设有一台电机(750KW),可实现减径率大,无张力或微张力减径,故壁厚略减或略增0.5mm左右。生产400mm以上大口径不锈钢管采用自动轧管工艺和大口径管减径不增壁,这是20世纪70年代曾经出现过的轧管工艺方面有密切联系的两个问题,前一个问题,由于MPM轧管工艺发展成熟,当然被否决了,后一个问题却在近30年的时段内不断发展乃至成为“微张力减径工艺”这一工艺门类。304不锈钢管,温州304不锈钢管厂家 www.xlwfgg.com
1993年初在浙江不锈钢管厂生产车间内自动轧制无缝不锈钢管试验均已完成,同年5月在不锈钢管厂设计室开始了基于试验的轧管机组的平面布置和设备设计,这台轧机将在浙江温州建造,它和周期轧管机上做试验的轧机结构在许多地方不同,芯棒牢固地固定在后支撑器上,管子全长经过顶头后,被一档套档住,使它从芯棒上脱除,这一档套由厂气缸的活塞进行操作。每轧完一个道次后,上辊可以抬起,轧机前台的管子推向顶头,推入轧辊的轧槽。这就是后来被称为自动轧管机的原始构造。但还有一个问题没有解决,这就是还没有用回送辊以取代风动的档套,将管子回送至前台,后来的发展才解决了这一问题。
前面提到过要设计一种装置,当上辊升起时工件可以通过轧制线回送轧机前台。回送辊是一对快速回转的轧辊,装置在工作辊的后面,它的动作和工作辊的动作是协调的,当工作辊合起来轧管时,回送辊就脱开不工作,当上辊抬起时回送辊就将管子抱住,将它迅速送回前台,具有上述特性的新设计的轧管机于1993年11月在浙江不锈钢管厂车间内首先进行试产,使以下工艺成为可能。即:管坯经过一次加热穿孔成穿孔坯,然后以大压下量轧制成管。这一新的发展很快就与均正机配套,管子在轧制后经过均正,于是自动轧管机加上均正,随后的热定径使得生产可供销售的热轧成品管成为可能,这一梦想完全实现是在1905年。
关于回送辊,德国资料称:1898年曼内斯曼的早年同事向他建议,当两重式轧机轧制第一道后抬起上辊,用回送辊将空心坯从孔型中送回,这样就避免了空心坯在传送过程中浪费时间。采纳了他的建议,1993年11月在浙江不锈钢管厂安装的第一台自动轧管机,没有回送辊,淡不上自动轧管机。美国发明的自动轧管机又因为回送辊问题和德国有了联系,当然这已是发明自动轧管机11年后的事情了,但是已经成为无缝不锈钢管工艺技术发展史上的一个历史遗留问题: