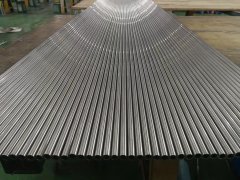
纯镍具有良好的耐腐蚀性,在有机酸和其他强介质中抗腐蚀性很高,特别是在强碱介质中更为突出,但是镍是贵重金属,在我国资源很少,因此节约镍具有很高的经济价值。 纯镍与低碳钢不锈钢复合板是由复层镍和碳素钢基层复合轧制而成的复合双金属板。用复层获得耐腐蚀性能,基层钢获得结构强度。复层厚度一般在2~3mm,基层厚度根据结构强度而定。 304不锈钢管
基层与复层的焊接—纯镍与低碳钢不锈钢复合板焊接时,应将基层与复层分开,用不同的焊接工艺。
基层低碳钢焊接—焊接基层低碳钢时,所有的材料及焊接工艺与焊接低碳钢相同。焊接时要避免镍层熔化,否则镍溶入碳素钢焊缝会使硬度增加,塑性降低,严重时会出现裂纹,另一方面,使镍复层焊缝处的有效厚度减少而影响镍复层的使用寿命,降低抗腐蚀性能。为此必须合理的设计焊接坡口,以保证产品的使用性能及使用寿命。
坡口设计
1、坡口设计首先应考虑到焊接件是否会变形
2、不同板厚的对接接头:当板厚差>3mm 时,加工过渡斜面为1:4

3、还要考虑是否有开裂倾向,根据板厚开坡口,尽量接近宽深比要求 宽深比应大于1 (B/T>1)
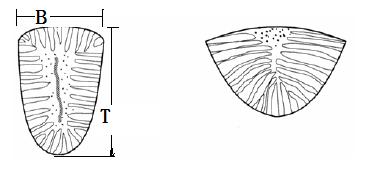
不正确(B/T<1) 正确(B/T>1)
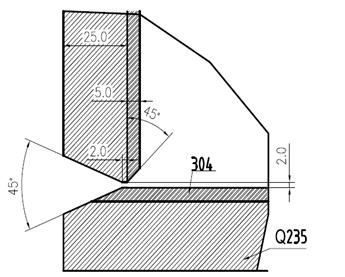
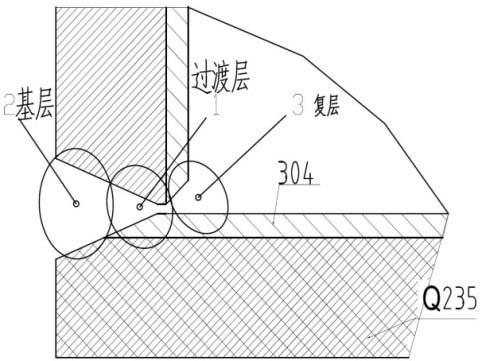
GB/T985.1-2008 气焊,焊条电弧焊,气体保护焊和高能束焊推荐坡口 ★GB/T985.2-2008 埋弧焊的推荐坡口 ★复层镍焊接—复层焊接应以保证复层焊缝有足够高的镍含量、而又不损害其力学性能为原则。焊接复层时,不可避免的要熔化基层低碳钢,而使焊缝中的镍稀释。为了提高焊缝中镍含量,通常采用以下两种措施,采用下图所示的坡口和增加复层的焊接层次,①应先焊接低碳钢基层焊缝,②在焊接中间过渡层焊缝,③最后焊接复层焊缝,目的是使复层建立在基层的基础上,保证机械性能。
下图为304与Q235复合板焊接工艺:

焊接材料—纯镍焊接时极易产生气孔,原因是母材金属、焊条及保护气体中的氮、一氧化碳、氢和硫。因此,为防止气孔的产生,必须联合脱氧、脱氮、定碳、去硫。通常采用的办法是在焊丝或焊条中加入一定量的合金元素,如Mn Mg Al Ti Si等。纯镍手工氩弧焊丝及焊条电弧焊焊条的化学成分见下表:

★基材与母材的匹配,焊接材料的选择:

专业304不锈钢管厂家:www.xlwfgg.com